Lattice Root Cause
Table of Contents
Introduction
In any regulated manufacturing environment, the ritual is familiar. A deviation occurs, and the quality team launches an investigation that traces the event backward through a series of checkpoints until a plausible conclusion is reached—perhaps operator error, an equipment malfunction, or out-of-spec raw material. A corrective action is written, the CAPA is closed, and operations resume. Yet, all too often, the deviation recurs.
This persistent failure of diagnosis happens not because the team lacks rigor, but because their underlying analytical framework is geometrically incorrect. The standard model—Root Cause Analysis—assumes that industrial failures have "roots": singular, isolable origin points at the bottom of a linear causal chain. But modern manufacturing systems are not chains; they are dense, adaptive, deeply coupled lattices where failures emerge from the probabilistic alignment of multiple unremarkable conditions.
We call the framework required to navigate this complexity Lattice Root Cause. It replaces the tree with a graph, the root with a topology, and the single-path investigation with a systematic traversal of the entire failure space.
Root causes are a convenient fiction whereas failure topologies are the engineering reality.
The Linear RCA Paradigm
The prevailing approach to failure investigation is Linear RCA: tracing a failure event backward through contributing factors until identifying a single, proximate cause.
Linear RCA is embedded in the operational grammar of quality management, from 5-Why methodology and fishbone diagrams to CAPA forms and regulatory expectations. It works for failures with singular, mechanical origins.
However, that class of failures is shrinking. As processes become more complex and dependent on the interaction between physical systems, digital controls, human judgment, and environmental conditions, the assumption that failures have "roots" fails. Consequently, Linear RCA produces a lossy compression of the failure: a single path through a rich causal structure, selected for plausibility rather than completeness. What it discards is often more important than what it keeps.
The Data Quality Dogma
Proposing a sophisticated analytical system to a seasoned VP of Quality invariably meets skepticism. They gesture at SCADA systems dating to the 1990s and invoke the industry's durable axiom: Garbage In, Garbage Out.
The GIGO objection holds that industrial data is too noisy, incomplete, and inconsistent for high-fidelity inference. In the era of deterministic algorithms, this was correct. A conventional analytical function treats inputs as ground truth; if inputs are corrupted, the output inherits the corruption. In a phrase, the system cannot doubt. The unease and skepticism this engenders is warranted.
Human intelligence, however, works differently.
Consider a staff engineer investigating a bioreactor excursion at a pharma CDMO. They inhabit the same noisy environment: logs are missing, sensor data is contradictory, shift notes are vague. Yet they do not conclude that investigation is impossible. They treat the noise as evidence.
A missing log entry signals operator stress or procedural bypass. A flatlined sensor provides a diagnostic clue about instrumentation health. The expert succeeds through discernment: the ability to evaluate data quality endogenously, hold competing hypotheses simultaneously, and use domain knowledge to constrain the search space.
The GIGO dogma conflates data quality with system intelligence. A credulous system requires clean inputs. A system capable of active inference navigates the mess, interrogating inputs rather than merely consuming them.
We do not need to solve the data quality problem before solving the diagnosis problem. We need systems that reason about data quality as part of the diagnosis.
The Capacity Trap
Even if we grant that noisy data is tractable, quality teams face a harder constraint: attention.
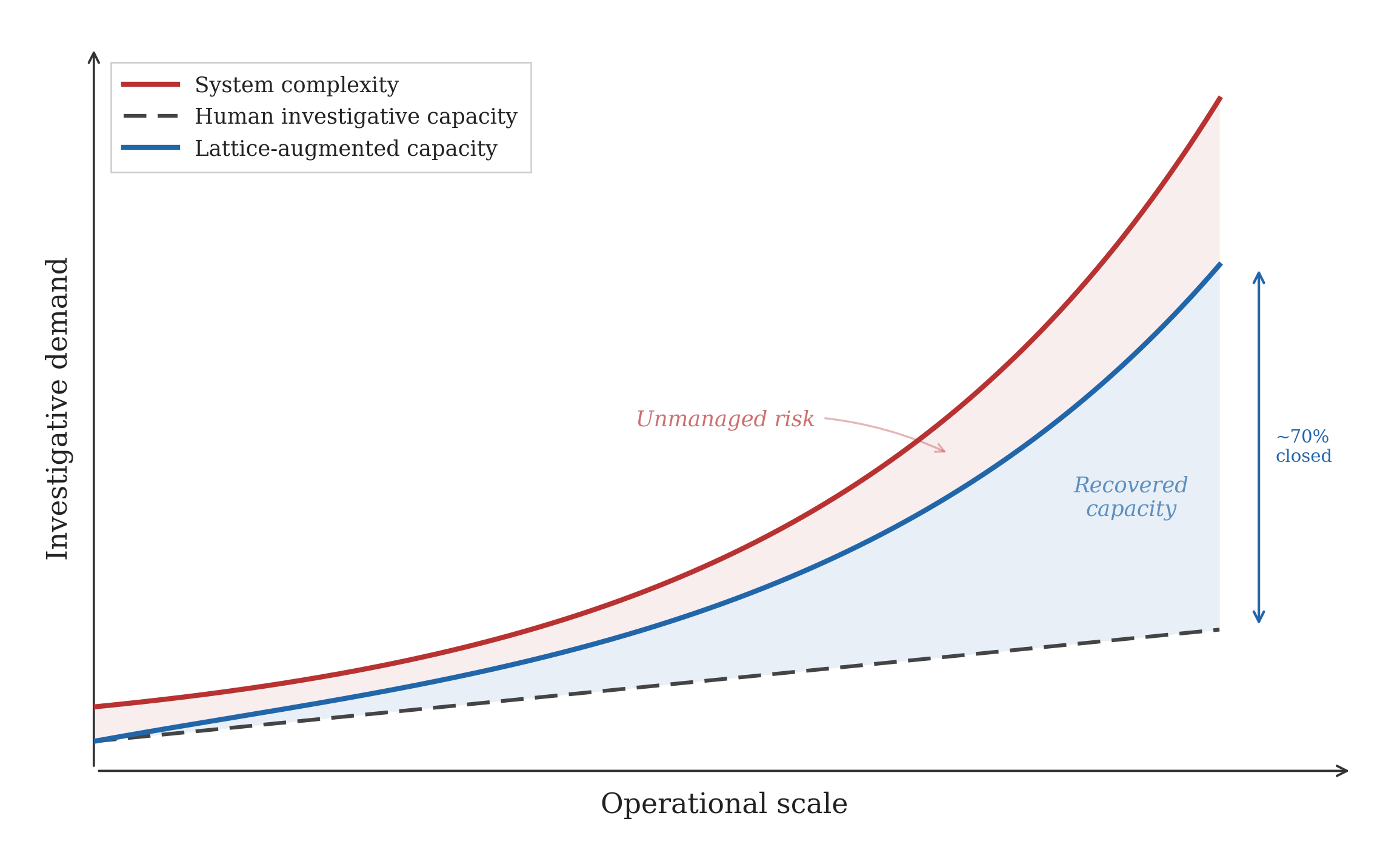
Quality organizations are structurally under-resourced relative to the complexity they manage. As manufacturing processes grow more intricate and regulatory requirements intensify, the cognitive demands of investigation scale nonlinearly. Headcount and attentional bandwidth remain fixed.
The result is the Capacity Trap. Quality engineers forced to triage perform rigorous investigations only on catastrophic events—Warning Letters, major recalls, complete batch failures. Everything else receives a superficial disposition: the deviation is attributed to the most plausible proximate cause, the CAPA is written, and the team moves on.
This behavior is rational under resource constraints but dangerous. The deviations receiving superficial investigation are weak signals of systemic failures that become catastrophic later. The near-miss attributed to "operator error" in January becomes the Warning Letter in April. We visualize this risk as a widening gap between the scale of the system and the linear capacity of human teams to understand it.
An agentic system does not triage. It investigates a minor yield drift with the same rigor as a sterile breach, examining the full failure space. The promise of AI in quality is exhaustive curiosity—the ability to move from managing by exception to managing by exhaustion of the hypothesis space.
What is Lattice Root Cause?
The core reframing is geometric.
Linear RCA treats the manufacturing process as a tree: a branching structure where each failure traces to a single root. Lattice Root Cause treats the process as a graph of probabilistic dependencies—physical, procedural, environmental, and human—interacting across time.
In this graph, failures have topologies: characteristic configurations of the system state that make failure probable.
Individual nodes in the lattice may be entirely within specification. A sensor operating at the upper end of its tolerance band. An SOP with an ambiguous step. A rushed shift handover. A pressure valve performing within spec but at its limit. None of these are failures in isolation. Together, they form a trajectory.
Traditional RCA searches for the simplest path to explain the failure and discards the rest. What it discards is the invisible economy of adaptation: the hidden layer of workarounds, micro-adjustments, and tribal knowledge operators use to bridge the gap between design and reality.
Every factory runs on this invisible economy. When a traditional investigation attributes a failure to "operator error," it usually identifies a case where an adaptation that succeeded hundreds of times finally failed. Punishing the failed adaptation without understanding the successful ones deletes the information needed to prevent recurrence.
Lattice Root Cause inverts this. Instead of pruning the graph to a single path, it maps the full topology of interactions. It asks: What was the system state that made this failure trajectory accessible?
Illustrative Example: The Catheter Bond Failure
Consider a scenario in medical device manufacturing that typically confounds linear analysis. A manufacturer sees a recurring failure in the bond strength of a catheter tip. The failure rate is low—0.5%—but persistent.
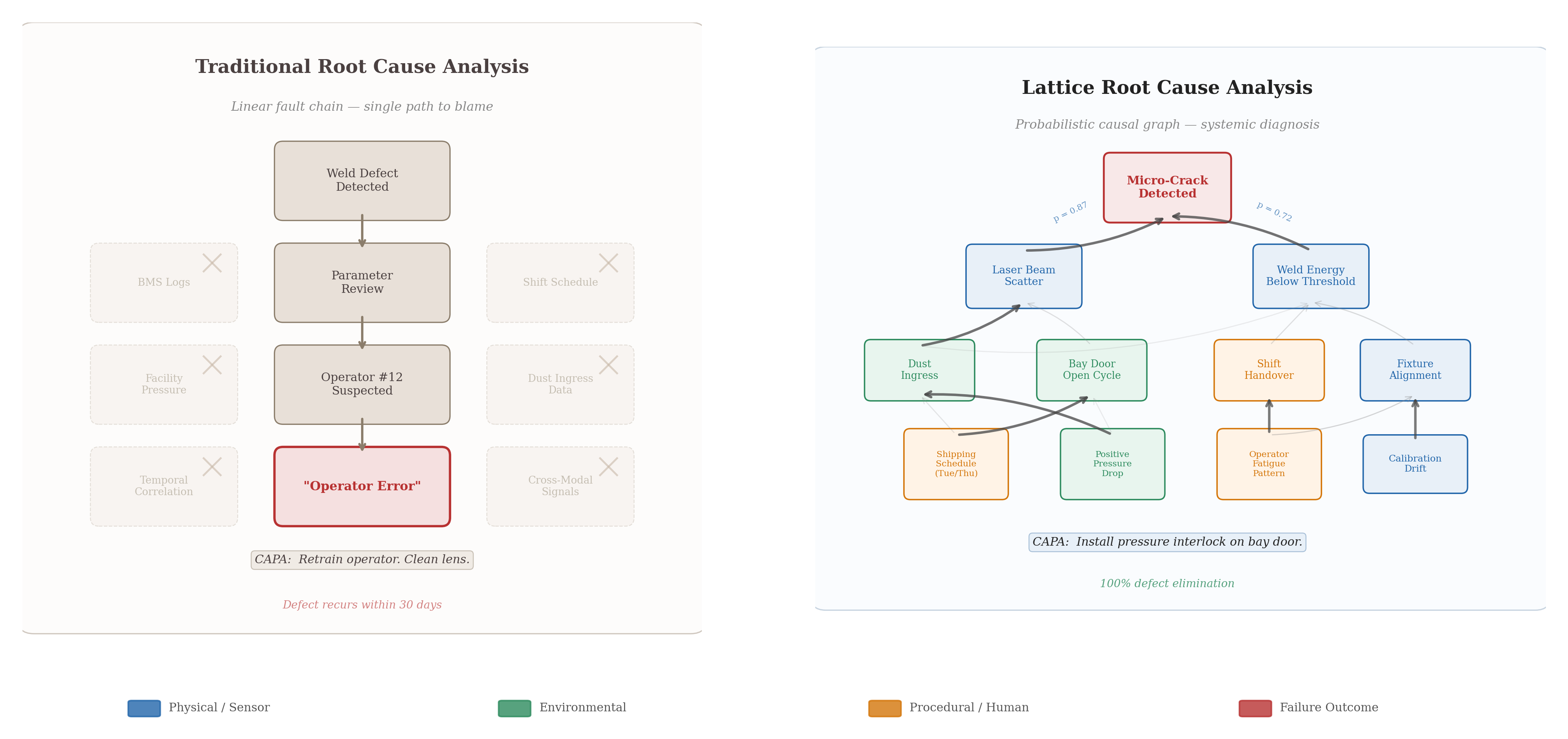
The Linear View (RCA): The investigation notes that the failures occur on Line 4. The adhesive dispensing logs show clear "dispense complete" signals. The curing UV intensity is within spec. The conclusion defaults to the variable element: the operator. "Operator A must have misaligned the tip during the manual loading step." The CAPA is Retraining. The failure recurs two weeks later.
The Lattice View: A Lattice system ingests a broader topology of data: adhesive viscosity logs, ambient humidity from the building management system, and production scheduling. It identifies a three-way interaction:
- Factor A: The adhesive viscosity was at the lower limit of the specification (compliant).
- Factor B: The relative humidity in the cleanroom spiked to 55% during shift changes (compliant).
- Factor C: Line 4 is located directly under the HVAC vent.
The bond failure only emerged when low-viscosity adhesive met high humidity on Line 4, causing a micro-structural change in the cure rate effectively invisible to standard testing. No individual parameter was out of spec. No operator was at error. The failure was a property of the lattice, not a root.
The systemic CAPA is to tighten the viscosity spec or relocate Line 4. The operator is exonerated, and the recurrence stops.
This is not a story about better algorithms. It is a story about investigating the geometry of the system rather than just its components.
The Mechanics of Lattice Inference
How do we implement reasoning over lattices in noisy industrial environments without producing hallucinated explanations?
It requires constrained causal inference. We employ three mechanisms to discipline the hypothesis space.
1. Governance of Priors
A lattice system knows physics.
The system carries strong priors about the physical world. If a flow meter reports that a 500-gallon tank emptied in 0.05 seconds, a lattice inference engine rejects the reading because it violates fluid dynamics. It reclassifies the data point: it is no longer evidence about tank level but evidence about sensor health. The garbage moves from the input of the reasoning process to the object of investigation.
This is the operational meaning of discernment. The system evaluates the plausibility of data against a physical model and uses implausibility as a diagnostic signal.
2. Active Inference
Passive analytical systems wait for data. Agentic systems generate queries.
When a human investigator encounters a gap in the evidence timeline, they ask a question. Lattice inference engines work similarly. When the uncertainty in a region of the lattice exceeds a threshold, the system formulates a specific, testable query:
The temperature profile is consistent with an exothermic event, but the cooling valve status reads "Closed" throughout. This is physically inconsistent. Recommended action: verify valve feedback signal integrity or check for manual override entries in the maintenance log.
This is active inference: using the model's own uncertainty to drive the acquisition of new evidence.
3. Cross-Modal Verification
Every data point in a lattice connects to others through the process structure. This connectivity enables triangulation.
A noisy electrical signal from a pump motor might look like instrumentation noise in isolation. But if vibration data from the same pump shows an anomalous signature, and downstream pressure sensors register a transient, the electrical signal is almost certainly real. The physical coupling between these sensors allows us to verify an uncertain measurement against the rigid constraints of the lattice.
Conversely, if the pump is silent and downstream pressure is stable, the electrical anomaly is likely an instrumentation fault. The lattice structure converts ambiguous data into high-confidence diagnoses by exploiting redundancy.
The Conductor
The mechanisms above are the foundation of The Conductor, the agentic reasoning engine at the core of Lattice.
The Conductor is a collaborative investigation partner that inhabits the quality team's workflow: parsing unstructured evidence and constructing a real-time causal graph of the failure space.
Typically, quality analytics present a static visualization and leave interpretation to the engineer. The Conductor actively coordinates the investigation:
It identifies evidentiary gaps—regions where additional data would be maximally informative. It proposes specific tests, recommends records to pull, and surfaces questions the team may not have considered.
It synthesizes human and digital evidence. When an operator mentions "the machine always acts funny after lunch," The Conductor treats this not as hearsay, but as a hypothesis. It cross-references the timestamp "after lunch" (13:00 - 14:00) against telemetry. It might find that the ambient temperature in the enclosure spikes 2°C during that window due to sun exposure on the west wall, subtly altering the fluid dynamics of a dispensing head. The system confirms the operator's intuition with physical data, turning a vague observation into a verified causal factor.
It maintains investigation memory. The Conductor records and reasons over every discussion and task update, ensuring the investigation's state remains coherent, auditable, and complete.
And it presents the result as a probabilistic map. This map makes explicit the relative contribution of each factor and the specific interventions most likely to shift the system state away from failure.
Diagnosis as Competitive Advantage
For too long, quality has been positioned as a cost center whose purpose is to prevent downside. This framing is strategically wrong.
The binding constraint on manufacturing complexity is diagnostic capacity. If your organization cannot characterize failure modes quickly enough, your ability to sustain complex processes is capped. You cannot launch the new product line with tighter tolerances because you cannot investigate resulting deviations. You cannot scale the finicky bioreactor process to a second site because you do not understand the variables driving yield variation.
Diagnosis is the gate. A CDMO that can characterize a deviation in 24 hours wins the tech transfer contract over one that takes three weeks. The ability to investigate quickly is directly fungible with revenue.
Expanding diagnostic capacity unlocks competitive capabilities:
You can sustain higher process complexity, manufacturing products competitors cannot. You can drive yield improvements by understanding subtle interaction effects. And you can compress the investigation cycle that delays batch release.
In a market where complexity is the differentiator, the company with the best diagnostic capability wins. Not the company with the cleanest data, but the company that can see the full topology of its own operations and act on what it finds.
Lattice Root Cause is infrastructure for the next generation of industrial quality—the analytical foundation required to operate at the complexity frontier.